
Regards croisés entre investisseurs medtech
Trois investisseurs spécialisés Medtech nous livrent leurs conseils en toute transparence. En partenariat avec Le Village By CA Besançon, nous...
Spécialisée dans la conception et la fabrication de dispositifs médicaux implantables actifs (DMIA) sous contrat, Cisteo Medical s’appuie sur une technologie de pointe pour assurer la fermeture par soudure laser et l’étanchéité de boîtiers implantables en titane, utilisés par exemple en neurostimulation ou en stimulation cardiaque.
Le principe de la soudure laser est d’apporter de l’énergie à la jonction de deux pièces afin que celles-ci entrent en fusion et se soudent. Générée par un faisceau laser, l’énergie est concentrée en un seul point et la fusion est ainsi réalisée très localement, ce qui évite une surchauffe de tout le composant. Aucune déformation n’est à déplorer puisque seule la zone de soudure est touchée. Pour obtenir une soudure étanche, plusieurs points de soudures successifs se chevauchent et réalisent un cordon.
Ce procédé fonctionne sans apport de matière et n’a donc pas d’incidence sur la biocompatibilité. A noter que la soudure laser peut s’effectuer sur différents matériaux : acier inoxydable, titane, alliages de titane…
Afin de garantir une solution fiable et répétable, Cisteo Medical a intégré en salle blanche une installation de soudure laser 5 axes. Cette dernière assure la réalisation de soudures de manière rotative, plane ou suivant une trajectoire complexe.
La machine se déplace selon 5 axes automatisés et un axe manuel : aux axes X, Y, et Z s’ajoutent en effet l’axe de rotation d’un mandrin et le pivotement de la tête du faisceau laser sur elle-même. Couplée à une zone de travail spacieuse, cette dextérité autorise notamment la soudure de boîtiers titane implantables complexes.
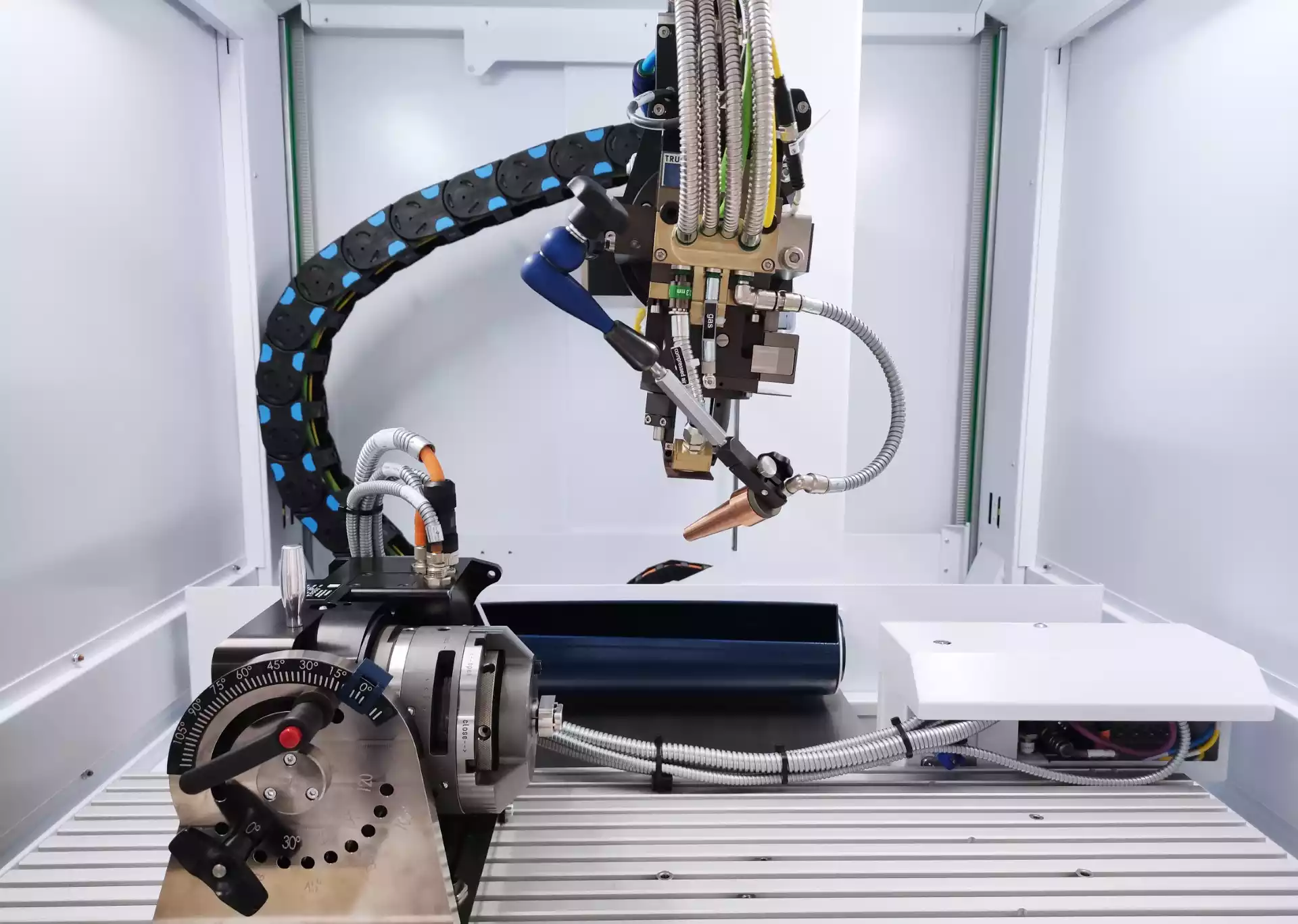
Grâce à la flexibilité de cette installation, il est possible de produire des quantités allant de quelques prototypes à des grandes séries, tout en conservant la même répétabilité. Réaliser des prototypes au plus proche du dispositif final permet de lever de nombreux verrous techniques dans les phases très amont.
La puissance laser pouvant atteindre 2 kW, on obtient facilement des géométries de soudure souples et des profondeurs de soudure élevées, critère important garantissant la résistance mécanique et la tenue de la pièce à la traction par exemple. De plus la soudure sous gaz inerte limite l’oxydation des composants de même qu’un stockage intermédiaire en armoire sèche.
La fermeture des boîtiers s’effectue en deux temps :


Qu’il s’agisse d’un neurostimulateur, d’un stimulateur cardiaque ou encore de monitoring, l’utilisation d’un boîtier titane scellé permet d’embarquer des composants électroniques capables d’agir sur une pathologie ou de transmettre de l’information au patient ou à l’équipe médicale. Cependant cette mise en œuvre requiert une herméticité impérative de ce boîtier.
La soudure se termine par une série d’opérations destinées à assurer la durabilité du produit en protégeant les circuits électroniques internes de l’oxydation et à vérifier l’étanchéité du DMIA.
Régis par les normes militaires MIL-STD-202G Method 112E et MIL-STD883J Method 1014-14, ces tests consistent notamment à remplir le boîtier d’hélium ou d’argon, selon la sensibilité des composants à l’hélium. Dans le cas d’un remplissage hélium, un test de fuite est directement appliqué sur la pièce. Si le boîtier a été rempli d’argon, il subit au préalable une opération de « bombing », c’est-à-dire qu’il est placé dans un caisson rempli d’hélium sous pression ; si l’hélium a pu pénétrer dans le boîtier, il pourra également en sortir lors du test de fuite.
Le test de fines fuites d’hélium est réalisé à l’aide d’un spectromètre de masse qui observe la composition des particules s’échappant du boîtier. Un test de grosses fuites par immersion dans un liquide est également mené pour vérifier que l’hélium ne s’est pas complètement échappé au préalable. Ces opérations sont clôturées par des contrôles visuels et dimensionnels en routine.
Avant le démarrage de la production, une validation du procédé est effectuée. Elle comprend également des tests de recouvrement et des coupes métallographiques.
Vous souhaitez en savoir plus sur le procédé de soudure laser sous gaz inerte, n’hésitez pas à nous contacter.
Nous pouvons réaliser des séries de tests afin de définir le procédé le plus approprié à vos exigences mais également des prototypes.
Nous sommes à votre disposition pour en discuter.



